In der Kategorie Instandhaltung werde meine Sicht auf Ziele und Methoden, aber auch Konflikte und Probleme in der Instandhaltung von maschinen und Anlagen zur Diskussion stellen
In der modernen Fertigungsindustrie ist die Maximierung der Maschinenkapazität ein zentrales Ziel. Dabei stehen sich oft zwei Abteilungen gegenüber: die Produktion und die Instandhaltung. Beide konkurrieren um die verfügbare Zeit an den Maschinen, um entweder Produkte herzustellen oder notwendige Wartungsarbeiten durchzuführen. Um dieses Spannungsfeld zu managen, sind durchdachte Strategien und Tools erforderlich.
Engpasstheorie und Maschinenauslastung
Gemäß der Engpasstheorie, entwickelt von Eliyahu M. Goldratt, ist nicht jede Maschine in einem Produktionsprozess gleich ausgelastet. Ein Engpass, oder eine sogenannte „Bottleneck“-Maschine, bestimmt die maximale Kapazität des gesamten Systems. Daher ist es entscheidend, die Verfügbarkeit und Effizienz dieser Engpassmaschinen zu maximieren, um die Gesamtproduktionskapazität zu steigern.
Kurzfristige Lösungen: Kanban und Agile
Eine einfache und effektive Lösung zur Abstimmung zwischen Produktion und Instandhaltung ist die Einführung eines an die Aufgabe angepasstes Kanban- oder Agile-Board. In diesem Board können alle anstehenden Aufgaben gesammelt werden und mit der Produktionsplanung abgestimmt und terminiert werden. Damit bietet sie dann Transparenz und Priorisierung durch die visuelle Darstellungen der anstehenden Aufgaben. Eine Kanban-Tafel oder ein ähnliches Agile-Board kann folgende Vorteile bieten:
Priorisierung von Aufgaben: Produktions- und Wartungsaufgaben werden nach Dringlichkeit sortiert.
Transparenz: Alle Beteiligten haben einen klaren Überblick über den aktuellen Status der Maschinen und anstehenden Aufgaben.
Flexibilität: Aufgaben können dynamisch angepasst werden, um auf unvorhergesehene Ereignisse zu reagieren.
Langfristige Strategien: ERP-Systeme und Produktionsplanung
Für eine nachhaltige und optimierte Abstimmung zwischen Produktion und Instandhaltung ist die Integration in ein ERP-System (Enterprise Resource Planning) oder eine spezialisierte Funktion in der Produktionsplanung empfehlenswert. Diese Systeme bieten umfangreiche Möglichkeiten zur Datenanalyse und -verwaltung:
Ressourcenplanung: Detaillierte Planung der Maschinenkapazitäten unter Berücksichtigung von Produktions- und Wartungszeiten.
Automatisierte Benachrichtigungen: Frühzeitige Warnungen vor geplanten Wartungen oder auftretenden Problemen.
Datengetriebene Entscheidungen: Nutzung historischer Daten zur Optimierung von Wartungsintervallen und Produktionszyklen.
Fazit
Die Balance zwischen Produktion und Instandhaltung ist entscheidend für die Maximierung der Maschinenkapazität. Kurzfristige Lösungen wie Kanban und Agile bieten eine pragmatische Herangehensweise, während langfristige Strategien in ERP-Systemen und Produktionsplanungsfunktionen eine nachhaltige Optimierung ermöglichen. Eine durchdachte Kombination beider Ansätze kann dazu beitragen, dass Maschinen effizienter genutzt werden und die Gesamtproduktivität gesteigert wird.
Was brauchen wir, um Geschäftsmodelle zu bewerten?
Einen großen Markt, um möglichst viel Umsatz machen zu können.
Dann mit geringem Aufwand großen Ertrag erwirtschaften.
Und Lieferanten, die unbegrenzt liefern können…
Ist das Goldwaschen mit Maschinen nicht ein klassisches Beispiel für eine einfache Fabrik?
Ab und zu schaue ich eine Folge im Fernsehen. Dann bin ich immer wieder erstaunt, wie viele Gedanken zu produktiven Unternehmen hier einen einfachen Zusammenhang finden
Output
Zum Beispiel haben Goldschürfer kein Problem mit dem Absatz. Da brauchen sie keinen Vertrieb.
Gold wird immer gekauft. Der Bedarf scheint unendlich. Das vereinfacht zumindest das Problem Verkaufen. Die Kunden kaufen immer, egal welche Menge bereitsteht. Kunde ist der Finanzmarkt und der Preis regelt sich über die Börse.
2. Der Prozess
Der Prozess ist schnell zu verstehen. Wenn der Boden erschlossen ist, wird er zur Waschanlage gebracht, die dann kontinierlich beladen wird. Über mehrer Stationen wird das Material gewaschen und dann immer weiter getrennt, bis das Gold in den Riffeln der Wachrinnen liegen bleiben. Energie kommt aus größen Dieselgeneratoren, das Wasser wird aus extra angelegten Teichen gepumpt.
Dann stört nur, wenn Murphy zu schlägt.
Wenn wegen einem Schaden die Anlage gestoppt werden muss.
Steht eine Anlage eine Stunde, verlieren sie Gold im Wert von 1500 Dollar. Woher der Betrag? Dieses Geld könnten Sie verdienen, wenn die Waschanlage laufen würde.
Aber das Gold ist doch noch da, es liegt nur noch im Boden. Es könnte doch auch später geschürft werden.
Hier ist die Zeit das Problem. Wer sein Ziel erreichen will, hat einen Termin, hier das Ende der Saison. Es stehen nur 4 Monate zur Verfügung und jede Stunde Stillstand mindert den Ertrag.
Dann ist es fast egal was die Reparatur kostet, die Waschanlage muss nur schnell wieder laufen…
So rechnen die Geldwäscher. Rechnen Sie auch so?
3. Der Input
Aber worauf müssen die Goldwäscher noch achten?
Wenn der Schürfgrund nicht ergiebig ist. Je nach Methode eine Unze je 100qm Schürfgut. Dann gibt es Gewinn.
Weniger als 0,3 Unzen decken die Kosten nicht, dann legt Parker Schnabel drauf. Also liegen die Kosten für Sprit und Löhne bei etwa 500 Dollar je Stunde? Dann sind die Kosten höher als der Ertrag. Dann muss besser Schürfgrund her.
Ja der Schürfgrund, Input muss immer zur Verfügung stehen.
Das spüren gerade einige Unternehmen auch, die sich nicht auf ihre Lieferanten verlassen können. Goldsucher müssen sich auch immer wieder um Nachschub kümmern.
Zugegeben ein einfaches Geschäftsmodell, aber ich finde ein schönes Beispiel. Und es lässt so viel Raum zum Diskutieren, über die Männer und Frauen, die mit riesigen Maschinen die Natur umackern…
4. Finanzen
Und die Berechnung des Gewinn ist auch einfach genial.
Die Saison beläuft sich auf 4 Monate. Wenn Tag und Nacht, außer sonntags, gearbeitet wird, dann sind es ca. 2300 h. Wenn Parker Schnabel das Ziel 5000 Unzen ausgibt, sind das mindestens 2 Unzen je h.
Abzüglich der Kosten für Sprit, Ersatzteile und Löhne. Im Fernsehen senden sie keine genauen Zahlen, aber schließlich sind ja im Folgejahr große Investitionen möglich. Dafür wird dann geschuftet.
Und das Ergebnis wird jede Woche gemeinsam besprochen, beim Wiegen.
Neulich hatte ich wiedermal eine Diskussion zum Thema Instandhaltung. Dabei kam die alte Meinung auf, sie wäre immer nur mit Kosten verbunden. Ich meine, die Instandhaltung gehört wie die anderen Dienstleistungsabteilungen, ganzheitlich im Unternehmen eingeordnet. Der Blick auf interne Kostenverursacher verstärkt nur das Silodenken.
Wo liegt der wahre Wert einer Maschine?
In jungen Jahen dachte ich tatsächlich, dass allein der Erhalt des Wertes einer Maschine, Anlage oder eines Gebäude die Aufgabe der Instandhaltung ist. Liegt ja so im Namen: In-Stand-Haltung. Sie sollte sicher funktionieren und dauerhaft der Produktion zur Verfügung stehen.
Aber immer wieder machte ich Beobachtungen, die diesen Ansatz nicht unterstützten. Maschinen wurden mit schwerer Bearbeitung auf Verschleiß gefahren, Gebäude wurde nur notdürftig instandgesetzt. Und das oft mit der ausdrücklichen Weisung der Geschäftsführung. Der Konflikt war für mich unerträglich, deshalb suchte ich nach dem warum? und kam zu einer neuen Erkenntnis.
Sie lag natürlich im Zweck des Unternehmens. Der Zweck des Unternehmens besteht vornehmlich darin, Geld zu verdienen. Im Wertstrom wird ein Nutzen erzeugt. Mit Auslieferung erhält der Kunde sein Material, seine Ware und bezahlt diese. Aus diesem Kundennutzen Werte für das eigene Unternehmen zu schaffen, dazu sind die Maschinen da.
Also fokussierte ich mich fortan mehr auf den Materialstrom. Dazu besprach ich mich mit den Verantwortlichen und setzt meine Möglichkeiten so ein, dass mögliche Störungen in der Produktion möglichst wenig Auswirkung auf die Lieferungen hatten.
Mein neues Werkzeug – die Theory of Constraints
Dabei kam mir dann auch die Idee der ToC (Theory of Constraints) zu Hilfe. Diese ToC besagt, dass es zu jedem Zeitpunkt nur einen Engpass in einem System, hier dem Produktionssystem, gibt. Dieser Engpass steuert den Materialstrom. Also legte ich von nun an mein Augenmerk auf den möglichen Engpass und darauf, dass eine ausgefallene Maschine nicht zum neuen Engpass wird.
Das ist mir als Instandhalter natürlich nicht alleine möglich, aber in enger Zusammenarbeit mit der Produktion schon.
Die ToC vertritt halt auch die Idee, dass Buchungen innerhalb des Unternehmens nicht automatisch zu Verlusten für das Unternehmen führen. Deshalb sehen wir ToC Anwender die Kostenrechnung im Unternehmen nicht als erste Priorität für die Verbesserung des Unternehmensergebnisses. Wir fokussieren uns auf die Sicherstellung des Umsatz.
Klar hat da die Instandhaltung nur eingeschränkte Möglichkeiten zu wirken. Aber das Wissen um den Engpass macht auch mögliche Verbesserungen wirkungsvoller und gerade in Zeiten, wenn die Liquidität des Unternehmens keine Investitionen erlaubt, ein starker Hebel.
Ich habe das in der Praxis mehrmals angewendet und die Ergebnisse haben mich Stolz gemacht.
Ja, ich sehe es auch so: die reine Instandhaltung einer Maschine wirkt sich nicht monetär in der Bilanz aus.
Aber wenn genügend Aufträge vorliegen und die Instandhaltung mitwirkt, diese in kürzester Frist zum Kunden zu liefern, ist das relevant in der Bilanz. Und wenn es die Instandhaltung hinbekommt, Verbesserungen am Engpass wirksam umzusetzen, steigen die Qualität und der Durchsatz und deshalb sinken die anteiligen Kosten. Dann ist die Instandhaltung wertvoll.
Ich denke, die reine Kostenminimierung in der Instandhaltung führt langfristig zu Problemen in den Unternehmen. Deshalb ist es mein Ziel, diesen Fokus auf die wahren Ziele des Unternehmens zu lenken.
Das ich das jahrelang eingefahrene System des in „Kosten zu denken“ im Management nicht ändere, ist mir klar. Aber mir persönlich hat diese Denkweise zu einem neuen Verständnis über die Zusammenhänge im Unternehmen verholfen. In Diskussionen um die Finanzen der Instandhaltung hatte ich somit gute Argumente und konnte sogar manchen Schaden vom Unternehmen abzuwenden.
Original von Didier Varlot, Freiberufler – Industrieexperte – Spezialist für Theory of Constraints.
Diese Ereignisse fanden zwischen 1999 und 2001 statt. Die Namen der Unternehmen werden aus offensichtlichen Datenschutzgründen nicht veröffentlicht. Alle Zahlen, Fakten und Ereignisse sind aktuell. Ich habe an diesen Ereignissen selbst teilgenommen. Sie können den vorherigen Artikel lesen, in dem beschrieben wird, wie wir mit der Modernisierung der ersten Lokomotiven umgegangen sind. Er bringt uns zum Ausgangspunkt dieses Artikels.
Ich bin Generaldirektor der rumänischen Tochtergesellschaft eines großen Industriekonzerns, der Eisenbahnmaterial herstellt. Die Tochtergesellschaft konzentriert sich auf die Modernisierung von Eisenbahnausrüstungen und insbesondere von Diesellokomotiven. Zurzeit, da dieser Artikel beginnt, schließt die Tochtergesellschaft die Modernisierung von vier Diesellokomotiven ab.
Das Problem des Einen ist die Chance des Anderen
Dies ist das Ende des Auftrags. Wir werden in wenigen Monaten unsere vierte Lokomotive an das Schienennetz liefern, und unser Kunde hat kein Budget für eine Vertragsverlängerung mit einigen zusätzlichen Lokomotiven zur Verfügung. Wir müssen eine Lösung finden, um Aufträge hereinzubringen, da die Muttergesellschaft bald wieder anfangen wird, die Rentabilität der Tochtergesellschaft in Frage zu stellen.
Normalerweise kommen alle unsere Aufträge von Eisenbahnnetzen, aber dieses Mal haben wir eine neue Chance.
Ich bin bei einem Abendessen bei einem Freund, der die Tochtergesellschaft eines internationalen Zementherstellers leitet. Während der Diskussion fragt er, da er weiß, dass ich mit Lokomotiven arbeite: „Wissen Sie, ich war überrascht, als ich zum ersten Mal unseren Steinbruch besuchte und feststellte, dass wir unsere eigenen Lokomotiven haben. Diese Bemerkung weckt mein Interesse. „Welche Art von Lokomotiven haben Sie?“ „Es handelt sich um dieselhydraulische Lokomotiven mit etwa 1.000 Pferdestärken, die in der Vergangenheit von einem lokalen Hersteller hergestellt wurden. Ich kenne diese Lokomotiven gut. Dies sind genau die Modelle, die wir für das Eisenbahnnetz modernisieren. Er fährt fort: „Wir haben mit diesen Lokomotiven mehrere Probleme. Sie sind alt und nicht zuverlässig. Es ist extrem schwierig, Ersatzteile zu finden, und wir arbeiten hauptsächlich mit reparierten Teilen. Nicht alle reparierten Ersatzteile sind von gleicher Qualität. Wir haben zu viele Ausfälle im Betrieb, und es kostet uns Geld, den Zug auf der Strecke bergen zu lassen. Bei jedem Ausfall auf der Strecke müssen wir für den Service von jemandem bezahlen, der den Zug nach Hause bringt“. Er fährt fort: „Sie sind nicht leistungsfähig genug, deshalb mussten wir den Zug aus dem Steinbruch verkürzen, damit die Lokomotive ihn ziehen kann. Dies erhöht unsere Kosten dramatisch. Wir brauchen mehr Arbeitsstunden, mehr Treibstoff für mehrere Fahrten und eine höhere Ausfallwahrscheinlichkeit während der Fahrten. Ich habe einige Vorschläge von örtlichen Werkstätten, sie zu reparieren, aber nichts wirklich Herausragendes. Da Sie dieselbe Art von Lokomotiven für das Eisenbahnnetz modernisiert haben, könnten Sie unsere eigenen Lokomotiven verbessern?
Ich denke, dass dies die Grundlage für eine Zusammenarbeit sein könnte, bei der ich mehr Arbeit in die Werkstatt der Tochtergesellschaft einbringen könnte. Gleichzeitig bin ich sicher, dass die Modernisierung der Lokomotive viele der Probleme des Zementherstellers mit den Steinbruchlieferungen lösen könnte. Aber die Art und Weise des Denkens und der Auftragsvergabe ist zwischen einem Eisenbahnnetz und einem Industriebetrieb unterschiedlich, deshalb stelle ich noch einige Fragen, um sicher zu sein, dass ich seine Schmerzen verstehe. Ich muss den richtigen Ansatz und den richtigen Winkel finden, um ein Angebot zu machen. Sobald ich das Gefühl habe, genügend Informationen zu haben, schlage ich vor, in einigen Tagen ein Treffen abzuhalten. Bei diesem Treffen werden wir die Frage weiter erörtern.
Dieser Vorschlag kommt zum richtigen Zeitpunkt, denn wenn wir noch länger über Lokomotiven diskutiert hätten, allein der Blick unserer Frauen hätte uns töten können.
Eine aktuelle Realität fließt ein…
Zu dieser Zeit las ich weitere Bücher von Dr. Eli Goldratt, und ich beendete gerade „Das Ziel 2“ (Original „It´s not Luck“). Ich habe die Bücher nicht in der Publikationsreihenfolge gelesen. Ich las zuvor „Kritische Kette“, um dann „Das Ziel 2“ zu lesen. Dies scheint der richtige Zeitpunkt zu sein, das, was ich in diesen Büchern gelernt habe, zu nutzen, um dem Zementwerk ein gutes Angebot zu machen.
Der erste Schritt besteht darin, das eigene Unternehmen davon von zu überzeugen, dass wir für einen Industriekunden arbeiten können. Sie sind es gewohnt, ausschließlich für die Eisenbahn zu arbeiten. Sie haben bisher noch nie für Industriekunden gearbeitet, deshalb sind sie skeptisch, dass ich es schaffen könnte, einen Auftrag beim Zementhersteller zu bekommen. Aber mein direkter Vorgesetzter ist sehr daran interessiert, mich einen Versuch machen zu lassen und ich erhalte sein grünes Licht zum Weitermachen.
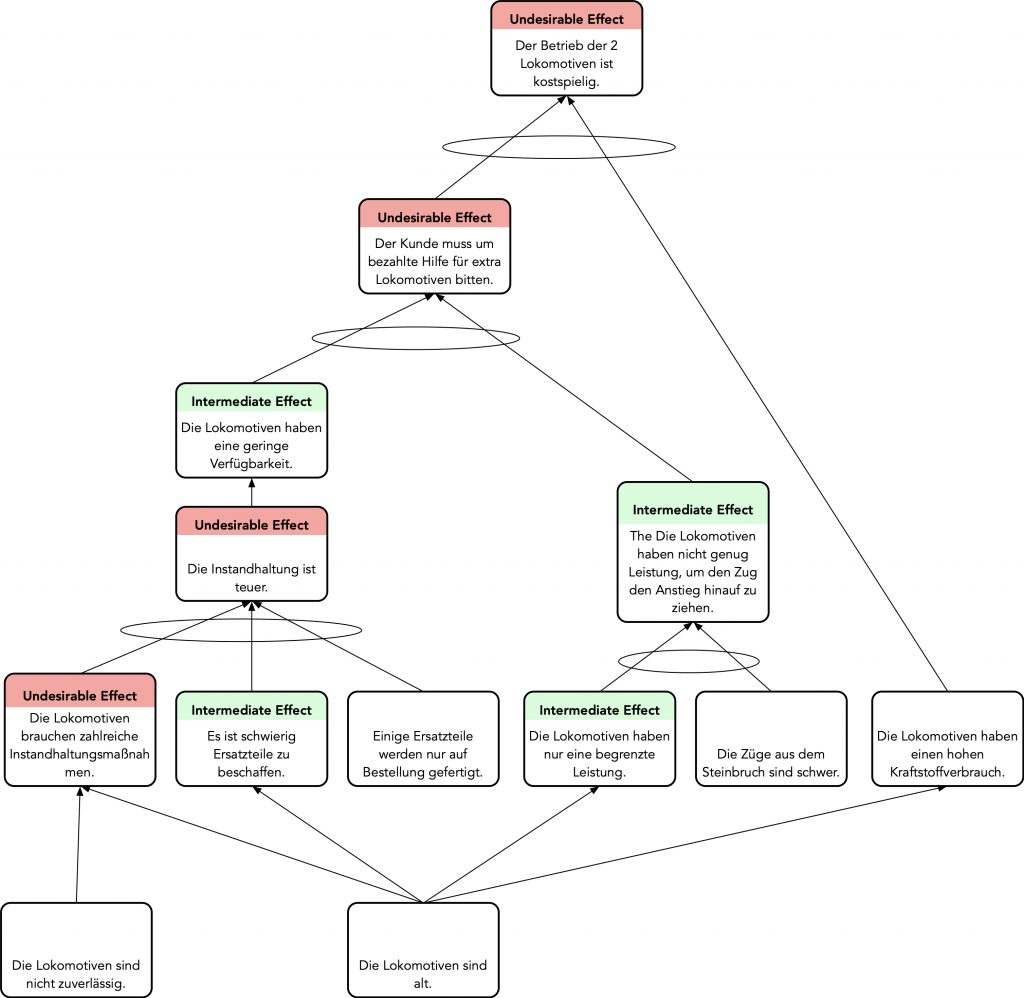
Aus den im Buch „Das Ziel 2“ beschriebenen Werkzeugen schließe ich, dass der Current Reality Tree (CRT-Gegenwartsbaum) in diesem Stadium das richtige Werkzeug ist. Also bereite ich jetzt einen CRT (Gegenwartsbaum) vor, in der Hoffnung, dass er mir helfen wird zu verstehen, was die Hauptfaktoren sein könnten, die das Zementwerk dazu bringen würden, sich für eine Bestellung zu entscheiden.
Ich versuche, mich an das Buch zu halten, und ich beginne damit, die unerwünschten Wirkungen (UDE- Undesirable effects) aufzuschreiben, die ich während des Abendessens festgestellt habe. Nachdem ich sie aufgeschrieben habe, formuliere ich sie so um, dass sie wirklich wie UDE aussehen und nicht wie bloße Beschwerden. Dann versuche ich, zwei von ihnen miteinander zu verbinden. Die ersten UDEs, die es gibt, lauten: „Der Betrieb der beiden Lokomotiven ist teuer“ und „Der Kunde muss um bezahlte Hilfe durch zusätzliche Lokomotiven bitten“. Bis dahin scheint alles in Ordnung zu sein! Ich verbringe fast einen halben Tag damit, schaffe es aber, einen großen Logikbaum vor mir zu haben. Ich bin ziemlich stolz auf dieses erste Ergebnis.
Ich beschließe, den Baum an einem meiner Kollegen zu testen. Wir trinken zwei Tassen Kaffee, und ich beginne mit meiner Erklärung. Nach einigen Minuten, als ich seinen leeren Blick sehe, ahne ich, dass ich ihn verloren habe. Ich entschuldige mich und gehe zurück an meinen Schreibtisch und arbeite wieder am aktuellen Realitätsbaum. Diesmal schneide ich ihn zurecht und mache ihn einfacher. Ich bereite ihn zu Kommunikationszwecken auf. Sein Ziel ist es nun, zu kommunizieren und eine Vision des Themas zu teilen. Dieser zweite Versuch ist viel besser, mein Kollege hat sich wirklich in die Verwendung des CRT eingearbeitet, und er scheint von der Logik überzeugt zu sein.
Nun ist es an der Zeit, dem Kunden diesen ersten Baum vorzustellen. Wenige Tage später treffen wir uns im Büro des Generaldirektors des Zementherstellers. Er hat den technischen Leiter des Unternehmens und den logistischen Leiter des Werks, das die Lokomotiven einsetzt, eingeladen. Ich habe den Baum der aktuellen Realität bei mir, den ich vorbereitet habe. Sie sind zunächst überrascht über das Format des Dokuments. Es mag auf den ersten Blick kompliziert und einschüchternd erscheinen. Aber ich gehe es Schritt für Schritt durch, um zu sehen, ob sie weitere Ideen oder UDE haben, die sie dem Baum hinzufügen können. Das würde mir einen Hinweis auf zusätzliche Treiber geben, die ich ansprechen müsste, um ihre Zustimmung zu dem Projekt zu erhalten.
Zu meiner Überraschung stimmen sie sofort dem Diagramm und seinen Schlussfolgerungen zu und fügen keine weitere UDE hinzu.
Der Generaldirektor fügt hinzu: „Wir müssen uns entscheiden, ob wir den Transport des Kalks aus dem Steinbruch vollständig auslagern oder ob wir unsere Lokomotiven behalten wollen, aber auf jeden Fall können wir nicht so weitermachen wie bisher. Normalerweise vergeben wir solche Aufgaben extern, aber ich habe keinen zuverlässigen Lieferanten gefunden, der unsere Transporte aus dem Steinbruch übernimmt, da dies eine kritische Aktivität für uns ist. Wenn der Kalk nicht aus dem Steinbruch ankommt, müssen wir das Zementwerk stilllegen“.
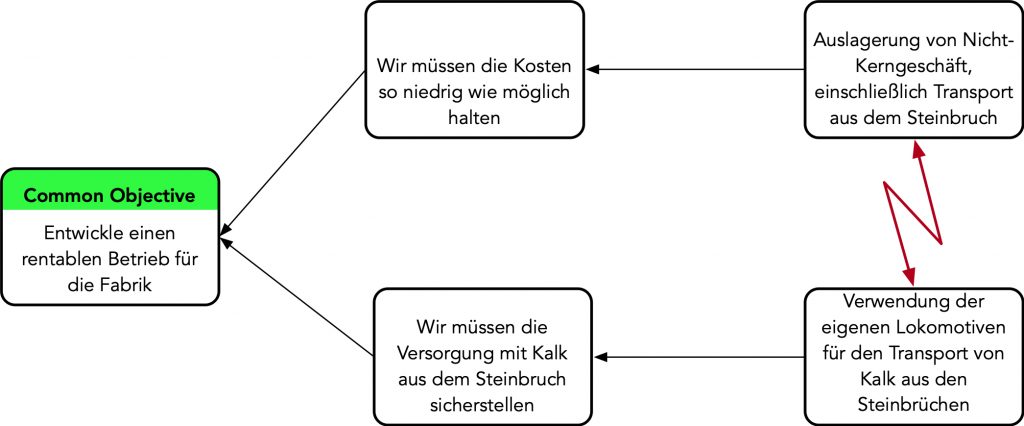
Ich nehme ein leeres Blatt Papier und zeichne eine Grafik, eine Verdunstungswolke. Ich erinnere mich aus dem Buch, wie man sie benutzt. Dann zeige ich es ihnen.
Ich sage: „Sie haben einen Konflikt. Sie wollen Ihre Fabrik zu einem rentablen Betrieb entwickeln“. Ich bleibe stehen, um ihnen die Zeit zu lassen, dieser Aussage zuzustimmen. „Um erfolgreich zu sein, müssen Sie die Kosten so niedrig wie möglich halten.“ Noch einmal halte ich inne, um sie zustimmen zu lassen. Ich fahre fort: „Gleichzeitig müssen Sie die Kalklieferungen aus dem Steinbruch schützen, denn ohne Kalk können Sie keinen Zement herstellen. Und wieder stimmen sie mir zu. „Sie sehen die externe Vergabe von Nicht-Kerngeschäftsaktivitäten, einschließlich des Transports aus dem Steinbruch, als eine notwendige Bedingung, um die Kosten so niedrig wie möglich zu halten.“ Wieder stimmen sie mir zu. „Aber um die Versorgung mit Kalk zu schützen, müssen Sie den Transport aus dem Steinbruch unter Ihrer Kontrolle halten, da Sie noch keinen zuverlässigen Lieferanten für diese Dienstleistung gefunden haben.“ Sie stimmen zu, und der Generaldirektor fügt hinzu, dass dies ihr Dilemma sei.
Eine Lösung beginnt sich in meinem Kopf zu formen, aber ich muss ihre Machbarkeit überprüfen, bevor ich sie ihnen beschreibe. Ich schlage vor, dass wir in drei Tagen ein neues Treffen abhalten, bei dem ich ihnen eine Lösung für ihr Dilemma vorstellen werde. Während er mich zum Ausgang begleitet, fragt mich der Generaldirektor, woher ich diese Art der Darstellung von Problemen kenne. Ich gebe ihm den Hinweis „Das Ziel“ und “ It’s not luck“ (in Deutsch: „Das Ziel2“).
Ein Plan, der in die…
Wenn ich in meinem Büro ankomme, berufe ich eine Sitzung mit meinen technischen und Produktionsteams ein.
Ich erkläre meine Ideen: „Können wir eine Lokomotive modernisieren, indem wir die gleichen Teile verwenden, die das Zementwerk in seinen Steinbruchmaschinen verwendet? Wir wissen, dass sie denselben Dieselmotor verwenden, den wir bereits in den früheren Lokomotiven verwendet haben, aber können wir dasselbe Getriebe verwenden? Es wurde noch nie in einer Lokomotive verwendet. Was den Moment betrifft, so ist der Kunde gezwungen, die Größe seines Zuges von 1200 Tonnen auf 1000 Tonnen zu reduzieren. Können wir mit einer so modernisierten Lokomotive einen Zug von 1500 Tonnen bei einer Steigung von 15 Promille befördern? Meine Teams teilten sich sofort in zwei Teams auf. Auf der einen Seite Leute, die stark dagegen sind und argumentieren: „Das ist noch nie gemacht worden. Wir wissen nicht einmal, ob die Lokomotive überhaupt funktionieren wird, so dass eine Leistungssteigerung extrem leichtsinnig sein wird“. Die andere Gruppe ist viel positiver. Aber ich will jetzt keine Entscheidung erzwingen. Ich bitte sie, sich sofort mit dem Hersteller des Motors und des Getriebes in Verbindung zu setzen, da sie sich in den USA befinden und noch Informationen fehlen, um noch einige Berechnungen anstellen zu können. Wir werden uns morgen am späten Nachmittag wieder treffen.
Am nächsten Tag, frühs, rufe ich die technische Abteilung der Muttergesellschaft an und stelle das Thema vor, um einen Rat zu erhalten. Wenn ich ihnen glaube, wird alles schief gehen: Wir haben nie ein solches Getriebe verwendet; dieses Getriebe ist keine gute Wahl für eine Lokomotive; wir sollten ein Standardgetriebe verwenden; und sowieso wird eine Lokomotive mit 4 Achsen niemals einen Zug von 1500 Tonnen bei einer Steigung von 15 Promille ziehen.
Später an diesem Tag, während des Treffens mit meinem lokalen technischen Team, sieht die erste Reaktion so aus wie die, die ich von der Muttergesellschaft erhalten habe: „Wir können es nicht tun.“ Aber nach einigen Minuten und einem deutlichen Druck von mir sagt einer der Ingenieure: „Wenn wir die notwendige Anti-Rutsch-Elektronik hinzufügen, können wir vielleicht einen Zug von 1500 Tonnen auf der Piste schleppen. Dies entfacht eine hitzige Diskussion zwischen den Teilnehmern, aber als Manager habe ich einen Vorteil. Ich habe die Möglichkeit, auszuwählen, was ich hören will, und ich kann für die Argumente, die ich nicht hören will, taub bleiben. Nach einer Weile gehe ich: „Nun gut! Ich habe Ihren ganzen Kommentar gehört, und ich verstehe, dass diese Leistung möglich ist. Beenden Sie also Ihre Berechnungen und bestätigen Sie diese Möglichkeit.“ Einige Stunden später, nach einigen schnellen vorläufigen Berechnungen, bestätigt das technische Team, dass sie einigermaßen zuversichtlich sind. Sie können eine Lokomotive aus den gleichen Teilen wie die Steinbruchmaschine bauen. Diese Lokomotive wird über die notwendigen Leistungen verfügen, um einen Zug von 1500 Tonnen auf einer Steigung zu ziehen.
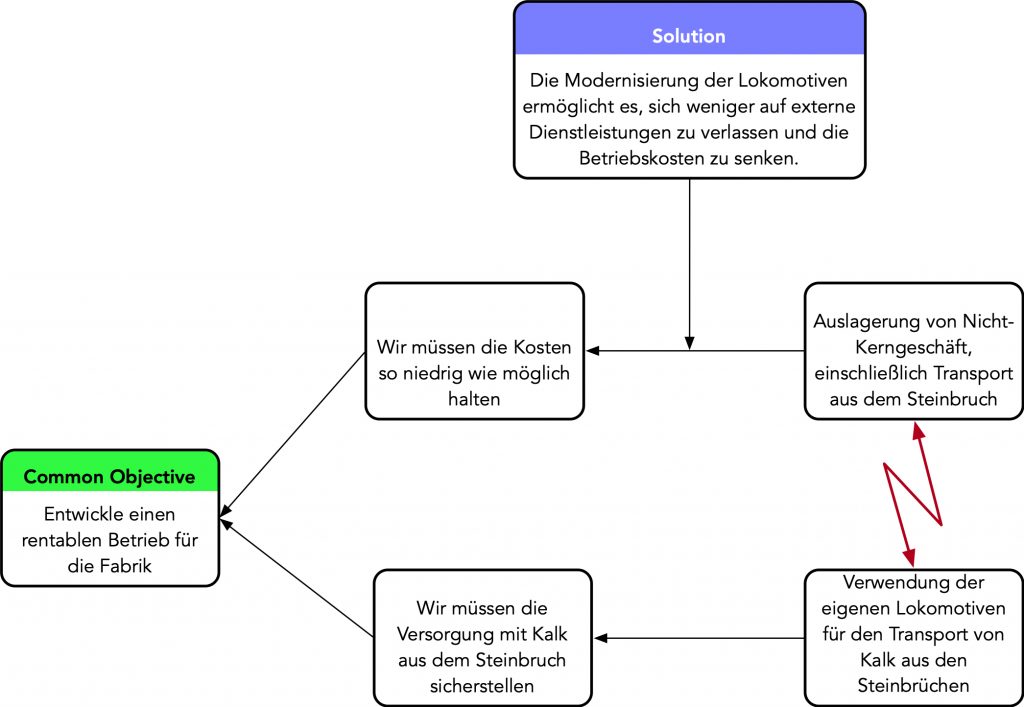
Mit diesen Informationen baue ich, als ich wieder an meinem Schreibtisch sitze, einen „Future Reality Tree“ (Zukunftsbaum) und füge eine Injektion in die zu verdampfende Wolke ein. Mit der Injektion der von uns gedachten Lösung ermöglicht es den Zukunftsbaum zu entwerfen. Alle roten Lampen werden in Grüne verwandelt. Die gesamten unerwünschten Wirkungen (UDE) werden zu wünschenswerten Effekten.
… Eine zukünftige Realität.
Bei der nächsten Sitzung mit dem Zementwerk stelle ich zunächst die neue Verdunstungswolke denselben Teilnehmern vor, die wir bei der ersten Sitzung hatten.
Ich erkläre ihnen, dass die Injektion der Modernisierung die Verbindung zwischen Ursache und Wirkung unterbricht, indem ich ihnen erkläre, dass sie den Transport auslagern müssen, um die Kosten niedrig zu halten. Die Modernisierung soll einen kostengünstigeren Betrieb bringen. Sie sind sich einig, dass, wenn die Modernisierung der Lokomotiven die Betriebskosten senken würde, dies ihr Dilemma lösen würde.
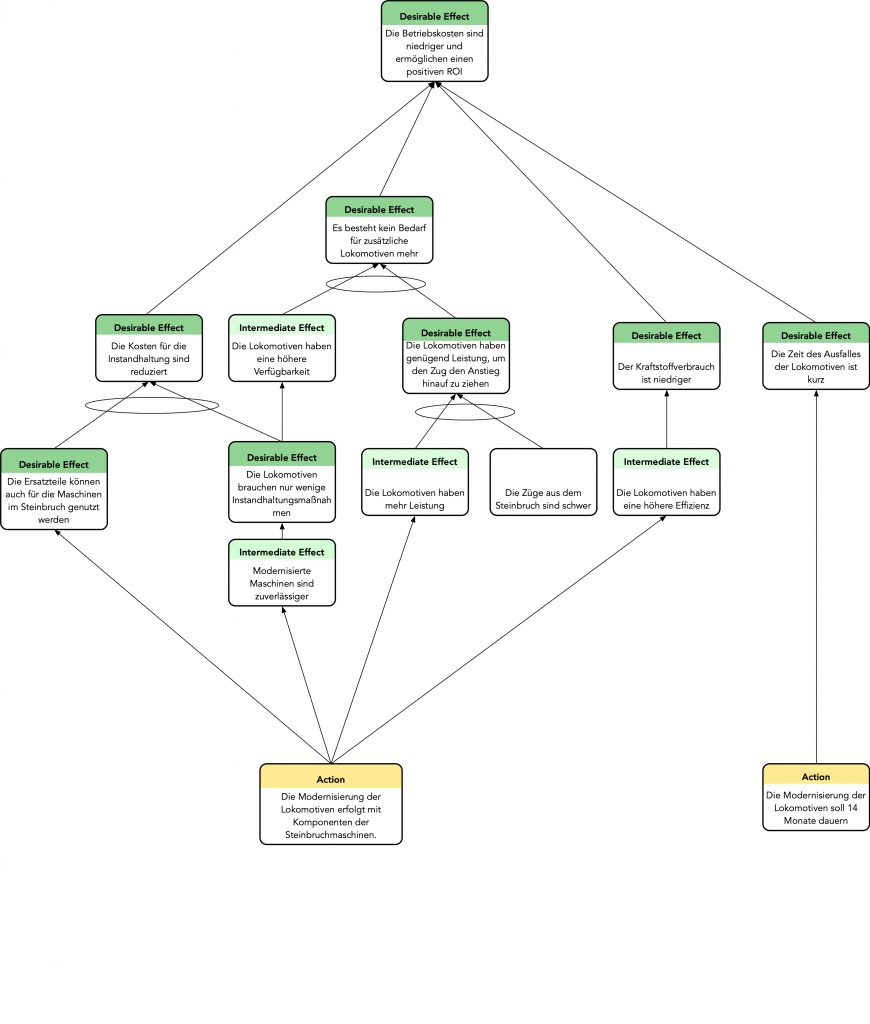
Ich stelle ihnen dann den zukünftigen Realitätsbaum vor, den ich vorbereitet habe, und erkläre ihnen, wie die Modernisierung der Lokomotive ihre Probleme lösen wird. Da sie den aktuellen Realitätsbaum bereits gesehen haben, ist die Präsentation einfacher. Sie beteiligen sich proaktiver. Sichtbar kaufen sie die Lösung mit.
Sie sind sich einig, dass diese Lösung nur wünschenswerte Ergebnisse bringt. Sie scheinen bereit zu sein, fortzufahren und einen Auftrag zu erteilen. Aber ihr Generaldirektor beruhigt sie und sagt: „Das scheint perfekt zu sein, und wir können durchaus fortfahren und eine Bestellung aufgeben. Dennoch müssen Sie noch eine weitere Bedingung erfüllen, bevor Sie den Auftrag erteilen können. Wir können nicht länger als 12 Monate ohne die Lokomotiven bleiben. Es wäre zu kostspielig, für einen längerfristigen Ersatz zu bezahlen, da die neuen zusätzlichen Kapazitäten für die Zementproduktion zu diesem Zeitpunkt bereitstehen werden. Können Sie die beiden Lokomotiven in so kurzer Zeit modernisieren?“
Ich bitte um Bedenkzeit, um den Zeitplan zu analysieren, und wir beschließen, uns nach zwei Tagen wieder zu treffen.
Die Zeit ist von wesentlicher Bedeutung
Als ich wieder im Büro bin, treffe ich mich noch einmal mit dem Produktions- und Technikteam und erkläre, was der letzte Wunsch des Kunden ist. Die Reaktion ist das, was ich erwarte. Ein Teil von ihnen explodiert: „Das ist unmöglich.“ Der andere schweigt. Der Produktionsleiter erzählt: „Die kürzere Schätzung, die wir für ein solches Projekt von zwei Lokomotiven haben, liegt zwischen 16 und 18 Monaten“. Wir setzen uns zuerst mit dem Lieferanten des Motors und des Getriebes in Verbindung, da dies die langfristigsten Lieferungen sind. Sie können versuchen, aus den USA per Flugzeug zu liefern, und sie erklären sich bereit, die zusätzlichen Kosten zu tragen. Dadurch gewinnen wir einige Wochen, aber wir sind noch weit von dem entfernt, was wir brauchen. Wir brauchen ein paar Stunden, um zu erkennen, dass der Versuch, Lieferanten unter Druck zu setzen, das Problem nicht lösen wird. Wir brauchen einen neuen Ansatz.
Ich habe das Gefühl, wenn mich die Theorie der Zwänge bis hierher gebracht hat, dann sollte sie mir helfen können, die letzte Meile zu schaffen! Vielleicht ist es der richtige Zeitpunkt, den Versuch einer „kritischen Kette“ zu unternehmen. Einer meiner Projektleiter und ich haben das Buch über die „kritische Kette“ vor einigen Monaten gelesen, und wir haben auf den richtigen Zeitpunkt für die Umsetzung gewartet. Und dies könnte durchaus der richtige Zeitpunkt sein.
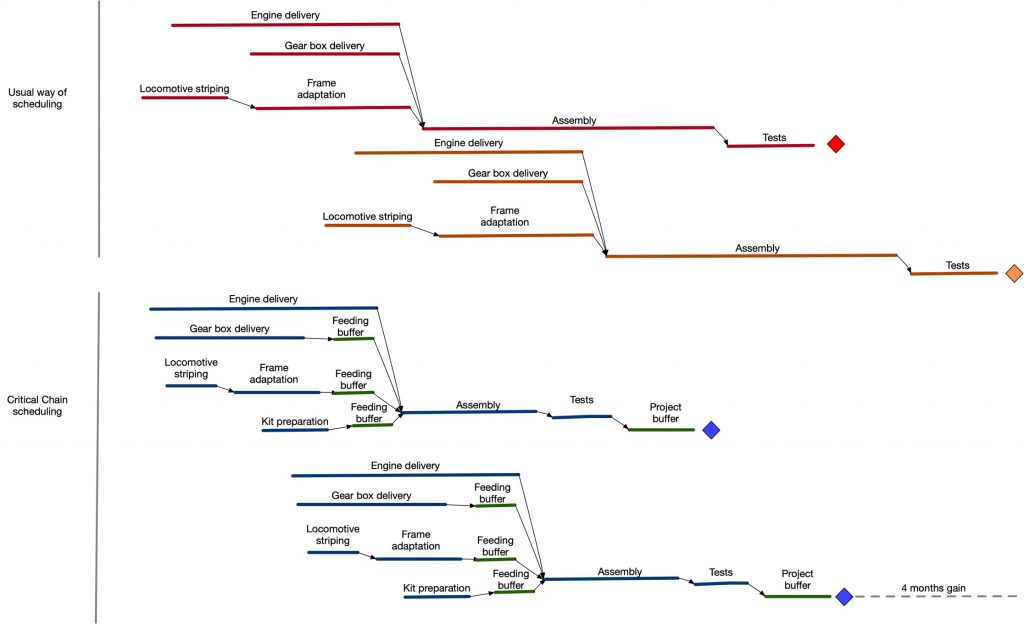
Wir bleiben nachts mit dem Projektleiter, dem Produktionsleiter und dem technischen Leiter im Büro. Wir entwickeln einen neuen Zeitplan mit dem Critical-Chain-Ansatz. Das funktioniert gut. Wir nehmen die Zeitpuffer aus jeder Aufgabe heraus. Damit verkürzt sich die gesamte Dauer dramatisch. Um den Zeitplan sicherer zu machen, beschließen wir auch, Bausätze und Vorverkabelungssätze zu erstellen, um die Installationszeit zu verkürzen. Wir legen fest, was die kritische Kette wäre, und stellen fest, dass dies eine andere Reihe von Aufgaben ist als der kritische Pfad unseres klassischen Zeitplans. Unsere kritische Aktivitätskette reicht von der Motorlieferung bis zum Test. Wir bestimmen die Dauer jeder Aufgabe in unserer Kontrolle ohne Zeitpuffer. Wir berechnen eine erste Dauer für die Zulieferpuffer (Zeitpuffer zum Schutz der kritischen Kette vor Verzögerungen bei der Zulieferung von Nebenaktivitäten) und für den Projektpuffer (globaler Zeitschutz für den Liefertermin). Es fand eine lange Debatte darüber statt, die beiden Lokomotiven als ein Projekt zu betrachten und nur einen Puffer an das Ende des zweiten zu setzen. Wir beschlossen jedoch, sie als zwei getrennte Projekte zu betrachten, und wir fügen einen Puffer bei jeder Lokomotive hinzu. Aus Platzgründen in der Werkstatt beginnen wir mit der Montage der zweiten Lokomotive, nachdem wir die Montage der ersten Lokomotive abgeschlossen ist.
Der sich daraus ergebende Zeitplan beträgt 12 Monate, genau 4 Monate kürzer als die ursprüngliche Schätzung unseres Produktionsteams für die beiden Lokomotiven. Wir sind nun bereit, dem Zementwerk das offizielle Angebot vorzulegen.
Der Vertrag ist unterzeichnet …
Der Vertrag ist unterzeichnet …
Wenn ich dem Zementhersteller bestätige, dass wir die geforderte Frist einhalten, ist er damit einverstanden, den Vertrag zu unterzeichnen. Die Preisverhandlung dauert nur wenige Minuten, und da der Preis im erwarteten Bereich lag, war dies meines Erachtens kein wichtiges Kriterium für sie.
Wenn ich mit dem unterschriebenen Vertrag in der Tasche ins Büro zurückfahre, denke ich immer wieder darüber nach, wie wir diesen Vertrag ausgehandelt und unterzeichnet haben.
Zunächst gelang es uns, uns mit einem „Current Reality Tree-Gegenwartsbaum“ die Hauptschwierigkeiten des Kunden zu identifizieren. Darauf aufbauend schufen wir eine technische Lösung, die zwar außerhalb unserer Komfortzone lag, von der wir aber vernünftigerweise annehmen, dass sie die Leistungsanforderungen erfüllen wird.
Zweitens injizierten wir die Lösung in einen Future Reality Tree – Zukunftsbaum und konnten unserem Kunden zeigen, dass alle seine Probleme gelöst werden könnten und sogar einige andere, die er bei unseren ersten Gesprächen gesagt hatte. Unser technisches Angebot und die Art und Weise, wie wir es präsentierten, war ein Differenzierungsmerkmal gegenüber unserer Konkurrenz. Normalerweise schlägt jedes Unternehmen in dieser Branche eine bewährte Lösung vor, die auf dem basiert, was sie gewohnt sind. Aber dieses Mal schlugen wir eine Lösung vor, die auf den Schmerzen des Kunden basiert. Wir wussten, dass unsere Konkurrenten damit nicht so leicht mithalten könnte.
Drittens nutzten wir das Critical Chain Project Management, um einen viel kürzeren Zeitplan als üblich zu erstellen. Keiner unserer Konkurrenten weiß, wie er diesen kürzeren Zeitplan einhalten kann.
Viertens haben wir den üblichen Kampf um den Preis vermieden, indem wir dem Kunden wichtigere Kriterien für seine Entscheidung an die Hand gaben.
Ich bin mir nicht sicher, ob dieses Angebot als echtes URO, also „Mafia-Angebot“ zu qualifizieren ist, aber das ist das, was wir tun konnten, das dem so nahe wie möglich kommt.
Und jetzt führen wir aus… und liefern.
Bevor wir die Anzahlung erhalten, organisieren wir eine Eröffnungssitzung mit allen beteiligten Personen, vom Büro bis zur Werkstatt. Für einige Leute aus der Werkstatt ist es das erste Mal, dass sie sich in einer formellen Sitzung mit mir befinden. Die Atmosphäre ist angespannt.
Ich stelle dem Team die Herausforderungen des Projekts vor. Das technische Team stellt das Design der Lokomotive vor. Erst als ich den Zeitplan erkläre, wird den meisten Teilnehmern die Herausforderung klar. Jetzt sehen sie den Berg von Arbeit vor uns. Ich weiß, dass sie sich an eine sportliche Analogie halten werden, und dass sie das vielleicht motivieren wird. Ich erkläre es ihnen: „Betrachten Sie dies als einen Staffellauf. Jedes Mal, wenn der Stab bei Ihnen ist, müssen Sie ihn so schnell wie möglich loswerden, ohne Zeit zu verlieren, aber achten Sie darauf, eine gute Arbeit zu leisten. Der Stab entbindet Sie davon, etwas anderes zu tun. Du konzentrierst dich nur darauf, deinen Teil der Arbeit zu erledigen und gibst den Stab dem Nächsten. Ich füge hinzu: „Aber Sie müssen sicherstellen, dass der nächste bereit ist, den Stab in Empfang zu nehmen, also kommunizieren Sie mit ihm und sagen Sie ihm, dass Sie ihm den Stab bald aushändigen werden. Die Analogie gefällt ihnen, und sie beginnen zu verstehen, was wir von ihnen erwarten. Ich arbeite bereits seit vier Jahren mit ihnen zusammen, und ich habe ihr Vertrauen. Ich sage ihnen, dass wir verstehen, dass sie möglicherweise nicht bei jeder Aufgabe die Frist einhalten werden, da wir die Zeitpuffer herausgenommen haben. Die Rolle des Projekts der Puffermessung und Pufferzonen (Grün, Gelb und Rot) wird kurz erläutert. Es dauert einige Zeit, bis sie die Rolle des Projektpuffers vollständig verstanden haben. Aber sie sind damit einverstanden, diese neue Arbeitsweise auszuprobieren.
Wenn ich zurückblicke, werde ich nicht sagen, dass das Projekt ohne Probleme verlief. Wir hatten einige Spannungen, wenn sich eine Aufgabe verzögerte. Der Motor- und Getriebelieferant zum Beispiel vergaß ein Getriebe (ein Metallgerät von fast 1.500 kg) auf dem Rollfeld des Flughafens und musste einen zweiten Flug organisieren, um es zu uns zu bringen. Der Staffellauf war nicht flüssig, aber es hat funktioniert, und am Ende liefern wir die beiden Lokomotiven innerhalb von 11 Monaten zur Zufriedenheit des Kunden. Die Pufferdurchdringung des Projekts kam nie in den roten Bereich.
Schlussfolgerung
Die Anwendung des Logic Thinking Process (LTP) der Theorie der Zwänge ermöglichte es uns, ein Angebot zu erstellen, das die Hauptargumente unserer Konkurrenten (den Preis) überflüssig machte. Wir wussten, dass wir auf diesem Gebiet nur wenige Gewinnchancen hatten, und es gelang uns, es aus der Gleichung des Kunden zu streichen. Der LTP ermöglichte es uns, die Hauptschwierigkeiten des Kunden zu identifizieren und ein Angebot um diese Schwierigkeiten herum zu erstellen, um eine Lösung zu finden, die alle unerwünschten Effekte, die der Kunde gesehen hat, in erwünschte Effekte umwandelt.
Durch die Anwendung des Critical Chain Project Management (CCPM) konnten wir den letzten Baustein zu einem „nicht ablehnbarem Angebot“ bringen, dem keiner unserer Konkurrenten das Wasser reichen konnte.
Die Umsetzung von CCPM ist nicht immer einfach, und ich glaube, dass es uns gelungen ist, es erfolgreich umzusetzen, weil ich zu diesem Zeitpunkt über die notwendige Autorität gegenüber allen beteiligten Mitarbeitern verfügte und bereits ihr Vertrauen hatte. Die Umsetzung des CCPM könnte noch viel schwieriger werden, wenn man die Autorität mit einigen Kollegen teilen muss. Aber das gilt für jede tiefgreifende Veränderung der Arbeitsgewohnheiten.
Dies war unsere erste Erfahrung mit einem „Mafia-Angebot“ und mit CCPM, und wir werden bald entdecken, dass CCPM es uns auch ermöglichen würde, ein großes Projekt vor dem Scheitern zu retten. Aber dies wird Gegenstand eines anderen Artikels sein.
Wir haben einen neuen Markt erschlossen, den unser Unternehmen noch nie zuvor ausprobiert hat. Nach dieser ersten Erfahrung testete die Muttergesellschaft den Markt an anderen europäischen Orten, und als sie einige Möglichkeiten sah, machte der Erwerb einer deutschen Werkstatt, die in diesem Bereich der Modernisierung von Lokomotiven für die Industrie tätig ist, Sinn. Es ist jetzt ein Marktsegment, in dem das Unternehmen präsent ist.
Dieser Artikel ist auch auf Medium veröffentlicht worden
Didier Varlot Senior-Berater für Geschäftskontinuität und Theorie der Einschränkungen, Eigentümer und CEO von SNTC. Didier Varlot, mit Sitz in Rumänien, praktiziert die Theorie der Einschränkungen seit 25 Jahren in verschiedenen Branchen, von der Eisenbahnindustrie bis zum Gesundheitswesen, von der chemischen Industrie bis zur Versorgung mit grüner Energie.
Dieser Artikel beschreibt, wie ich zum ersten Mal mit der Theorie der Einschränkungen (TOC) in Berührung kam und was sich aus dieser ersten Begegnung ergab.
Alle in diesem Artikel beschriebenen Ereignisse fanden zwischen 1995 und 1999 statt. Zu dieser Zeit war ich Generaldirektor einer osteuropäischen Tochtergesellschaft eines Konzerns, der Eisenbahnmaterial herstellt. Wir hatten die Tochtergesellschaft gerade gegründet und in die Modernisierung einer Werkstatt für die Modernisierung von Diesellokomotiven investiert. Der erste Vertrag der Tochtergesellschaft betraf die Modernisierung von vier Diesellokomotiven für ein Eisenbahnnetz.
Die erste Auseinandersetzung mit der Theorie der Zwänge findet fast immer in einer Krisenzeit statt. Irgendwie ist das normal. Wenn Sie nicht unter Druck stehen, warum sollten Sie dann nach Verbesserungen suchen? In diesem Fall geschah es, als ich trotz eines ersten Vertragsabschlusses nicht in der Lage war, die selbsttragende finanzielle Lebensfähigkeit der Tochtergesellschaft zu gewährleisten. Die Tochtergesellschaft wurde vor kurzem gegründet, und dies war ihr erster Vertrag. Es war nicht die Art von Vertrag, die von der Zentrale erwartet wurde, und die Tochtergesellschaft mit ihren rund 30 Mitarbeitern wurde eher als Verlustgeschäft oder als Nebenprojekt denn als etwas mit Zukunft angesehen. Damals dachte noch niemand daran, dass das Unternehmen später auf fast 1500 Mitarbeiter anwachsen würde.
Wenn ein Unternehmen startet, muss es mehrere Belastungen gleichzeitig aushalten. Es muss die Produktionstätigkeit aufnehmen. Es muss auch schnell einen lebensfähigen Zustand erreichen, in dem seine bloße Existenz nicht alle fünf Minuten in Frage gestellt werden darf. Dieser Artikel zeigt, wie die Theorie der Zwänge dieser Tochtergesellschaft geholfen hat, diese Zeiten durchzustehen, und ihr erlaubt hat, ihr Existenzrecht auf der Landkarte der Einpflanzung der Muttergesellschaft zu erlangen.
Die erste Lokomotive und der Modernisierungsprozess
Als die erste Lokomotive vor der Tür der Werkstatt eintrifft, sind wir alle beeindruckt und enttäuscht. Die Lokomotive ist hoch, wirklich hoch, höher als die Öffnung der Tür. Es gibt keine Möglichkeit für die Lokomotive, in die Werkstatt zu gelangen, ohne vorher die Tür zu modifizieren. Wir müssen einen Teil des Rahmens ausschneiden, damit die Lokomotive einfahren kann. Trotzdem sind wir alle stolz, und das gesamte Büropersonal drängt sich in der Nähe der Werkstatt, um zu sehen, wie die Lokomotive einfährt. Dies ist unser erster Auftrag. Wir haben die Modernisierung der Werkstatt vor einigen Wochen abgeschlossen, und der erste Produktionsauftrag soll beginnen. Unsere Werkstatt ist einfach, aber modern. Sie ist klein und kann keine zwei Lokomotiven gleichzeitig aufnehmen.
Der Prozess der Modernisierung einer Lokomotive ist ein langer Prozess. Es ist mehr ein Projekt als ein Prozess. Jede Lokomotive ist so unterschiedlich, dass ein Standardansatz für die Modernisierung nicht möglich ist. Wir haben es mit einem Prozess zu tun, der aus Projekten besteht.
Der Vertrag wurde bereits vor einiger Zeit unterzeichnet, und mit der Anzahlung haben wir den Auftrag für die Hauptteile bezahlt: den Motor und das Getriebe. Die Lieferung des Getriebes dauert etwa 10 Monate und macht etwa 30% der Kosten der Modernisierung aus. Zusammen machen das Getriebe und der Motor 50% der Kosten für die Modernisierung der Lokomotive aus. Das macht das Geld knapp, und ich musste bei der Muttergesellschaft eine finanzielle Unterstützung beantragen, um die Tochtergesellschaft durch das Projekt betreiben zu können. Trotz des unserer Ansicht nach guten Vertrages war die Tochtergesellschaft finanziell nicht selbsttragend.
Der Modernisierungsprozess beginnt mit der Demontage der Lokomotive und der Rücklieferung des vorhandenen Motors und Getriebes an den Kunden. Sie werden für Ersatzteile verwendet werden. Dann modifizieren wir den Rahmen, bauen eine neue Kabine und Abdeckungen. Wenn das neue Getriebe eintrifft, bauen wir es ein, dann installieren wir den Motor, den Generator, die neue Kabine, die Ausrüstung und die neuen Abdeckungen. Für den Zusammenbau und die Erprobung dauert es etwa sieben Monate, für das gesamte Projekt siebzehn bis achtzehn Monate. Selbst mit einer Anzahlung und Zwischenzahlungen blieb das Geld während des gesamten Projekts knapp.
Das Problem
Wenn der Nervenkitzel des Projektstarts und der Einzug der ersten Lokomotive vorbei ist, ist es an der Zeit, darüber nachzudenken, wie sich das Projekt auf das Unternehmen auswirkt. Die Kassenbuchungen sind nicht mit den Zahlungen an die Lieferanten synchronisiert. Die Länge des Projekts schafft so viel Leerlauf für unsere Leute, dass ich mir nicht sicher bin, ob ich es vor dem Hauptsitz vertreten kann, dass wir so weitermachen sollten. Vielleicht ist dies einfach nicht tragfähig genug, um weiterzumachen. Irgendetwas gefährdet das Unternehmen, aber ich kann nicht herausfinden, was es ist. Etwas schränkt uns ein, und ich kann noch nicht herausfinden, was es ist.
Gleichzeitig arbeitet das ganze Team hart daran, alle Schritte der Modernisierung zu optimieren, um die Lokomotive so schnell wie möglich wieder durch das Tor nach draussen zu bringen. Aber aus finanzieller Sicht wird das natürlich nicht ausreichen.
Lernen
In dieser Zeit lese ich täglich Bücher. Ich entdecke Bücher, die meinen Managementstil verändern, wie „Der Ein-Minuten-Manager“, das „PMBOK“ und andere Geschäftsbücher. Ich kaufe sie hauptsächlich bei Amazon, und ich folge dem Rat ihrer Website, neue Bücher zu finden, die mich inspirieren.
Während eines Besuchs in der Zentrale helfe ich bei einer Präsentation zur Einführung der Initiative des Project Management Office in der Unternehmensgruppe. Während des Treffens spricht der Moderator über die Theorie der Zwänge und über ein Buch mit dem Titel „Das Ziel“. Als ich wieder zu Hause bin, suche ich dieses Buch bei Amazon, lese die Kommentare und beschließe, es zu kaufen. Sobald es ankommt, lese ich es, und ich bin überzeugt, dass mir etwas aus diesem Buch helfen könnte, meinen Kampf mit der Lebensfähigkeit der Tochtergesellschaft zu lösen, aber ich finde nicht sofort heraus, wie. Ich beschließe, für jeden Geschäftsführer der Tochtergesellschaft ein Exemplar des Buches zu kaufen. Ich bin überzeugt, dass die meisten es nie geöffnet haben, aber zumindest einige haben es gelesen, und die meisten, die es gelesen haben, teilten meine Überzeugung, dass uns etwas daraus helfen könnte.
Etwas schränkt uns ein
Wir machen ein Brainstorming und tauschen uns darüber aus, wie wir das, was wir in „Das Ziel“ gelesen haben, auf unsere Situation anwenden können. Zu diesem Zeitpunkt wurde die erste Lokomotive geliefert und bezahlt, und die zweite Lokomotive ist bereits in den Modernisierungsprozess eingetreten. Der Gewinn aus der ersten Lokomotive reicht nicht aus, um die Kosten für die Standzeit zu decken, und noch weniger, um die allgemeinen Kosten der Tochtergesellschaft zu decken.
Wir denken zunächst, dass die Beschränkung in der Größe unserer Werkstatt liegt, dass sie zu klein geplant wurde und dass die Unterbringung von zwei Lokomotiven gleichzeitig die Lösung wäre. Aber wir haben keine Möglichkeit, die Hunderttausende von Dollar zu mobilisieren, die notwendig sind, um in die zusätzliche Anlage zu investieren, zumindest vorläufig. Außerdem bin ich nicht davon überzeugt, dass dies die eigentliche Begrenzung ist.
Ich stecke im ersten Schritt des Prozesses der Theorie der Zwänge fest: der Ermittlung der Zwänge. Diese erste Erfahrung hat mir gezeigt, dass es nicht immer so einfach ist, wie man denken mag.
Dann machen wir den klassischen Fehler, voreilige Schlussfolgerungen zu ziehen. Wir wählen eine Lösung aus, bevor wir die Analyse überhaupt abgeschlossen haben. Wir versuchen, einige Arbeiten an Subunternehmer zu vergeben. Ich versuche, einen Zwang zu behandeln, den ich nicht einmal erkannt habe! Diese Lösung wird sofort aufgegeben. Es wäre ein logistischer Alptraum gewesen – jedes Teil einer Lokomotive ist riesig und schwer und lässt sich nicht leicht bewegen.
Lean und ein Engpass
Als nächsten Schritt betrachte ich Bargeld als eine offensichtliche Beschränkung. Aber es fehlt uns nicht an Bargeld. Es fehlt uns an Bargeld, und zwar rechtzeitig. Das bringt mich zu der Überlegung, dass die Zeit im Mittelpunkt des Problems steht. Ich beginne, mich näher mit dem Zeitplan der Modernisierung zu befassen, der auch den Zahlungsplan bestimmt. Von diesem Moment an lautet das Ziel: Wie kann der Zeitplan auf das notwendige Minimum reduziert und die Leerlaufzeiten beseitigt werden? Die Prinzipien von Lean und Six Sigma leiten uns durch die Überlegungen, wie die Verschwendung von Leerlaufzeiten beseitigt werden kann. Wir stellen fest, dass die Lieferzeit des Getriebes ein wichtiges Thema ist. Wir erwägen die Lösung, einige Getriebe im Voraus zu kaufen, um einen Pufferbestand zu schaffen, aber dies würde unsere Liquidität noch knapper machen, da jedes dieser „Bestien“ mehr als 300.000 Euro wert ist.
Je mehr ich mich mit dem Thema beschäftige, desto mehr bin ich davon überzeugt, dass die eigentliche Ursache in der Zeit liegt, in der ein Getriebe geliefert werden muss. Aber ich bin auch davon überzeugt, dass wir einen Weg finden müssen, es anders zu handhaben, weil wir keine Möglichkeit finden, diese Zeitspanne zu verkürzen.
Wie üblich überrascht uns die Lösung während eines Treffens. Ich weiß nicht mehr, wer diesen neuen Ansatz vorgeschlagen hat, aber wir haben versucht, die Teile des Puzzles zu verschieben, um einen besseren Weg für den Zusammenbau einer Lokomotive zu finden. Plötzlich war es so weit: Die meiste Zeit des Leerlaufs liegt zwischen dem Zeitpunkt der Bestellung des Getriebes und dem Moment, in dem die Lokomotive in die Werkstatt kommt. Dies entspricht etwa acht Monaten mit geringer Aktivität und hauptsächlich Leerlaufzeiten. Dies hängt damit zusammen, dass das Getriebe das erste Element ist, das auf dem modifizierten Rahmen montiert wird. Daher habe ich diese Tatsache angefochten.
Schichten des Widerstands
Wenn ich das Thema der Änderung der Reihenfolge beim Zusammenbau der Lokomotive anspreche, erhalte ich alle möglichen Reaktionen von den anderen Managern (von denen keiner wirklich unterstützend ist):
vom Finanzmanager: Das Problem ist nicht dieses. Wir sollten den Preis erhöhen, damit wir mehr Geld haben;
vom technischen Manager: Dies würde viel zu viele Änderungen erfordern;
vom Produktionsleiter: Wir haben es immer so gemacht, es gibt keine Möglichkeit, die Reihenfolge der Montage zu ändern.
Ich hatte es mit den klassischen „Widerstandsschichten“ zu tun, die vom TOC beschrieben wurden, aber zu diesem Zeitpunkt erkannte ich sie nicht.
Ich rief einige Techniker im Hauptquartier an und bat um Rat, in der Hoffnung, von ihnen Unterstützung zu erhalten. Als ich auflege, bin ich enttäuscht: sie lehnten die Idee nur ab und bezeichneten sie als dumm, ähnlich wie das Team zuvor. Zumindest zeigt dies eine gewisse Beständigkeit und Kohärenz innerhalb der technischen Gemeinschaft. Aber ich habe zu diesem Zeitpunkt immer noch keine Lösung.
Ich spreche das Problem mit meinem direkten Vorgesetzten in der Zentrale an. Er unterstützt die Idee. Er sagt mir: „Fahren Sie fort. Gehen Sie tiefer auf Ihre Idee ein. Lassen Sie sich nicht von der Tradition einschränken, es sei denn, Sie verstehen voll und ganz, warum. Die technische Abteilung arbeitet für das Geschäft, nicht umgekehrt“.
In meiner Überzeugung bestärkt, organisiere ich ein neues Treffen. Ich beginne zu erzählen: „Ich habe mir Ihre Einwände angehört und sie zur Kenntnis genommen. Bis jetzt haben Sie mir erklärt, warum es Ihnen nicht gelingen wird, das zu tun, worum ich Sie gebeten habe. Jetzt erklären Sie mir, wie Sie meiner Forderung nachkommen werden. Wir werden eine Sitzung pro Tag abhalten, bis Sie mir eine Lösung bringen.
Die ersten zwei oder drei Tage sind die Treffen noch unproduktiv. Die Techniker kämpfen mehr gegen die Forderung als dass sie versuchen, eine Lösung zu finden. Aber nach einigen Tagen sehen sie, dass ich nicht aufgeben werde, und sie beginnen, einige vorläufige Ideen für eine Lösung zu bringen. Nach einer Woche werden die Diskussionen: „Das ist vielleicht doch möglich.“ Nach zwei Wochen wird es: „Vielleicht könnten wir doch…“
Nach drei Wochen haben wir eine Lösung. Wir werden das Getriebe zuletzt, von unten in die Lokomotive einbauen. Es ist zu spät, die Lösung auf die zweite Lokomotive anzuwenden, aber gerade noch rechtzeitig, um sie auf die dritte Lokomotive anzuwenden.
Neue Arbeitsweise
Für die dritte Lokomotive bestellen wir das Getriebe, und zwar unmittelbar nachdem die Lokomotive in die Werkstatt kommt. Diese mal warten wir nicht monatelang. Der Rahmen wird modifiziert, dann werden Motor und Generator mit der Ausrüstung, der Kabine und den Abdeckungen montiert. Wenn das Getriebe geliefert wird, ist der Rahmen bereit, es aufzunehmen.
Sobald das Getriebe montiert ist, wird die Lokomotive auf die Drehgestelle abgesenkt und ist bereit für die Tests. Die dritte Lokomotive wird in 13 Monaten geliefert, die vierte in 11 Monaten. Nur durch den Effekt der Verkürzung des Zeitplans verbessert sich die Liquiditätslage erheblich.
Im Vokabular des TOC zu sprechen:
Wir erhöhen unseren Durchsatz in einem bestimmten Zeitraum. Wir haben unsere Kosten gesenkt (indem wir einige Monate Leerlauf unterdrückten, für die wir ohnehin die Gehälter zahlen) und
wir verringerten den Lagerbestand (wir lieferten schneller und behielten teure Ausrüstung weniger Zeit vor der Lieferung).
Dies ist ein perfektes Ergebnis nach den üblichen Kriterien des TOC.
Die Einschränkungen sind unterschiedlicher Natur
Die meisten Leute beziehen sich nicht auf das TOC, wenn sie über diese Geschichte sprechen. Sie nennen es Re-Engineering, intelligentes Denken, Denken über den Tellerrand hinaus. Ich weiß, wie wir zu diesem Ergebnis kommen: Wir lesen „das Ziel“ und versuchen, den Zwang zu identifizieren und wie wir damit umgehen. Es war ein strukturierter Ansatz. Die fünf fokussierenden Schritte der kontinuierlichen Verbesserung aus der Theorie der Zwänge.
Im Gegensatz zum Buch war die Beschränkung keine physische Ressource (es war nicht die Größe der Werkstatt, wie wir anfangs dachten). Es war nicht einmal eine finanzielle Ressource (selbst wenn das Geld knapp war, war es nicht die Beschränkung, wie wir anfangs dachten). Aber es war vielleicht schwieriger zu finden: Es war eine Gewohnheit, eine Tradition, die nie in Frage gestellt worden wäre, wenn wir nicht die Fokussierungsschritte des TOC durchlaufen hätten.
Begeisterte Fans
Auch wenn die meisten meiner Kollegen der Meinung waren, dass wir Glück hatten, ein solches Ergebnis zu erzielen, weiß ich, dass wir die richtigen Schritte und das richtige Verfahren befolgt haben. Wir wandten die Prinzipien an, die wir in „Das Ziel“ gelesen haben, und dies führte zu Ergebnissen, die über die Erwartungen hinausgingen.
Von diesem Zeitpunkt an wurde ich zu einem begeisterten Anhänger der Theorie der Zwänge. Ich wurde Zeuge der Ergebnisse, die sie lieferte, ohne dass dafür Investitionen erforderlich waren. Ich hatte die Gelegenheit, das TOC später in anderen Projekten in Aktion zu sehen und es selbst auch mehrmals anzuwenden. Dies wird die Gelegenheit sein, weitere Artikel zu schreiben.
Ich bin mir bewusst, dass wir Werkzeuge von Lean verwendet haben, um die Lösung zu finden, und einige werden sagen, dass Lean einen wesentlichen Beitrag zur Lösung geleistet hat. Ich ziehe es vor, dies als eine weitere Demonstration meiner tiefen Überzeugung zu sehen, dass es keine Gründe gibt, Lean, Six Sigma und TOC konkurrieren zu lassen. Sie sind Teile des großen Puzzles der kontinuierlichen Verbesserungsbemühungen, die jedes Unternehmen nutzen sollte.
Viele Menschen, denen ich seither begegnet bin, verwenden ihre Zeit und Energie darauf, andere davon zu überzeugen, dass eine Methode besser ist als die andere. Ich glaube nicht, dass dies der Fall ist. Es sind unterschiedliche Ansätze für das gleiche Ziel: unsere Unternehmen besser zu machen. Die beste Methode ist die, die Sie verstehen und mit der Sie sich wohl fühlen.
Mit freundlicher Genehmigung
Didier Varlot
Senior-Berater für Geschäftskontinuität und Theorie der Einschränkungen, Eigentümer und CEO von SNTC.
Didier, mit Sitz in Rumänien, hat die Theorie der Einschränkungen in den letzten 25 Jahren in verschiedenen Branchen praktiziert, von der Eisenbahnindustrie bis zum Gesundheitswesen, von der chemischen Industrie bis zur Versorgung mit grüner Energie.
Kennen Sie diese Situation?
Es kommt gerade eine wichtige Reparatur herein, aber alle Mitarbeiter sind schon in Aufträgen gebunden. Sie haben sich das Kredo erarbeitet, dass keine angefangenen Aufträge abgebrochen werden, um neue Aufgaben anzufangen. Deshalb schauen Sie, inwieweit die Instandhalter mit den aktuellen Aufgaben vorangekommen sind. Nur abgeschlossene Arbeiten lösen Probleme.
Aber die Produktion drängt, ein wichtiger Auftrag muss fertig gestellt werden. Dieser Auftrag ist für einen wichtigen Kunden, er ist wichtig für das Unternehmen. Das Unternehmen benötigt dringend diesen Umsatz, die Situation sieht zur Zeit wohl nicht so rosig aus. Auch die Instandhaltung soll sparen, weil der Umsatz im Unternehmen gesunken ist.
Jede nicht beendete Reparatur an einer Maschine bedeutet, dass diese Maschine nicht produziert. Jetzt den Mitarbeiter von dieser Reparatur abzuziehen, um an der nächsten Maschine anzufangen macht doch keinen Sinn, dann würden ja beide Maschinen stehen.
Haben Sie auch schon mal so gedacht?
Ich gehe zum Chef und frage Ihn was zu tun ist? Aber der Chef ist beschäftigt, eine Antwort gibt es erst in Stunden. Wahrscheinlich ist es eh egal, alle Maschinen sind gleich wichtig. Und die Maschine, wo jetzt die Reparatur abgebrochen werden müsste, ist auch noch ziemlich neu. Da reden immer alle von der Effizienz, diese Maschine muss immer laufen. Es ist aber auch verflixt.
Es müsste doch eine Handlungsrichtlinie geben, eine logische Reihenfolge, eine Liste mit Prioritäten, die sich auch nicht ständig ändert.
In Schulungen und von Beratern haben Sie Methoden gelernt, die die Instandhaltung effizienter gestalten. Lange Wartungspläne für jede einzelne Maschine. Alles was an der Maschine so ausfallen kann, wird überprüft. Doch für die meisten Inspektionen müssten die Maschinen stehen. Die Wartungspläne sind schon lange nicht mehr aktuell geführt, entweder steht die Maschine nicht zur Verfügung oder der dafür geplante Mitarbeiter steckt in einer wichtigen Reparatur.
Oder das Thema mit dem Ersatzteillager, haben Sie sich schon mal solche Gedanken gemacht?
Klar, es werden viele Ersatzteile gekauft. Auch Teile, die lange nicht benötigt werden. Aber wenn dann eine Maschine steht sind alle froh, wenn die Maschine schnell wieder läuft, weil das richtige Ersatzteil vorrätig war.
Zum Analysieren welches Teil wie oft benötigt wird, dafür hat keiner Zeit. Die Maschinen müssen laufen, alles andere ist Verschwendung. Wenn da nicht immer der Jahresabschluss und die Zahlen aus dem Controlling wären. Da bekommt der Chef immer die Zahlen des vergangenen Jahres und sieht die angefallenen Kosten für Ersatzteile und externe Servicemonteure. Und die steigen fast jedes Jahr. Aber die Maschinen müssen doch so schnell wie möglich wieder laufen. Es ist aber auch schwierig, es allen recht zu machen.
Ich könnte die Liste der Konflikte in der Instandhaltung noch weiterführen. Es gibt einen Lösungsansatz, der die Kommunikation zur Produktion wesentlich vereinfacht …
Die Probleme aus dem Alltag der Instandhaltung wurden analysiert, Lösungen mit Erkenntnissen der Systemtheorie abgeleitet und in einfache Richtlinien für die tägliche Praxis umgesetzt:
Ihre Instandhalter haben nur eine eingeschränkte Übersicht über die Situation im Produktionssystem. Das ist die Beschränkung, die zur Vorgabe 100% Verfügbarkeit geführt hat.
Eine gemeinsame Eigenschaft aller komplexen Systeme ist die Abhängigkeit von der größten Einschränkung. In Ihrer Produktionslinie gibt es auch eine Einschränkung, Ihren Engpass. Mit diesem Wissen haben Sie ein effektives Steuerelement für Ihr Produktionssystem. Wenn Sie diese Information an Ihre Instandhalter weitergeben, geeignete Strategien dazu festlegen, wird es sich deutlich bemerkbar machen.
Das ist auch der Ansatz für die engpassorientierte Instandhaltungsstrategie. Mittlerweile nenne ich den Ansatz auch Instandhaltung mit System. Die Lösungen sind mehrfach erprobt und führen zu nachweisbaren Produktivitätssteigerungen.
Haben Sie Interesse? Es gibt ein aktuelles Arbeitspapier, das kann ich Ihnen zusenden. Diskutieren Sie mit mir und wir können das Thema Instandhaltung weiterentwickeln. email@olf-soeren-hess.de oder Xing: Olf-Soeren Heß
Gehören Sie auch zu denen, die den Engpass in Ihrem System am liebsten abschaffen würden?
Eine zu schöne Idee…
Dann gäbe es ein Problem weniger auf der Liste.
Durch die Beschäftigung mit dem Engpass im speziellen und Systemen im Allgemeinen stoße ich immer wieder auf die Meinung und Artikel, in denen darauf gedrängt wird, den Engpass zu beseitigen oder abzuschaffen.
Selbst im ausführlichen aktuellen Wikipedia-Artikel „Produktionsprogramm“ wird einerseits von der Beseitigung des Engpass geschrieben, andererseits bemerkt, das die Auflösung eines Engpasses einen neuen Engpass schafft. Diese Sicht ist ein Kampf gegen Windmühlen. Ein System hat immer einen Engpass!
Ohne Begrenzung ginge Wachstum in die Unendlichkeit.
Aber was bedeutet die Erkenntnis für unsere tägliche Arbeit?
Der In der TOC, der Theorie of Constraints, auch Engpasstheorie genannt, liegt der Fokus auf dem Durchsatz eines erzeugenden Systems.Der Durchsatz ist dem Umsatz gleichzustellen, wenn auch alle produzierten Produkte verkauft werden.
Dabei ist es von besonderer Bedeutung den aktuellen Engpass und das Wissen um seine Eigenschaften zu kennen.
Welche Eigenschaften des Engpasses sind das denn genau?
Der Engpass begrenzt den Durchsatz eines Systems und behindert dadurch weiteres Wachstum.
Der Engpass steuert dadurch den Durchsatz und bietet damit
die Möglichkeit der Prognose für Liefertermin und Mengen
die Möglichkeit der Korrektur von Kapazitäten
die eindeutige Kennzahl für Verbesserungen
Die Bearbeitung der fünf Schritte nach der Theorie of Constraints zum Management von Engpässen in komplexen Systemen fördert neue Erkenntnisse und Einsichten für die bestehenden Abläufe hervor.
Für mich ist das ein wichtiger Erfolgfaktor, eine Richtlinie und bewahrt mir die Übersicht über das Produktionssystem.
Bei der Vielzahl der unterschiedlichen Ereignisse kann ich sofort unterscheiden, ob es den Durchsatz durch das System gefährdet oder nicht. Daraus ergeben sich für mich konsequente Handlungsrichtlinien.
Ich weiß weiterhin um mein aktuelles Wachstumspotential, weil ich die beschränkende Eigenschaft des konkreten Engpasses kenne.
Ich kann Termine und Mengen von Produktionsaufträgen genauestens vorraussagen. Mit diesem Wissen lassen sich die Risiken einschätzen, geeignete Maßnahmen dazu ergreifen und notwendige Puffer bestimmen.
Langfristig gesehen kann der Nutzen von Investitionen und deren Auswirkungen bestimmt werden.
Wie im Beispiel beschrieben können gerade bei der falschen Einschätzung der Eigenschaften des Engpass finanzmathematische Entscheidungen in die Irre führen. Mehr dazu über mich.
Das gibt mir in der täglichen Arbeit Sicherheit und vermeidet Stress.
Deshalb kann ich nur empfehlen, bei strategischen Entscheidungen das Wissen um den Engpass zu nutzen oder einen Experten für Engpassmanagement hinzu zu ziehen.
In vielen Reaktionen dieses Beitrags erkenne ich Phasen meiner eigenen Entwicklung. Ich hatte auch Zeiten der Überforderung. Die Probleme haben ständig zugenommen, die Aufgaben wurden immer umfangreicher, die Arbeit bewirkte einfach zu wenig. Wie im Hamsterrad, je mehr ich mir Mühe gab, umso weiter entfernte ich mich von meinem Ziel.
In diesem Beispiel ist ein Maschinenausfall beschrieben, der mit geringen Aufwand vermeidbar war.
Hier kann man die Einsparung erkennen, wenn der Schaden nicht aufgetreten wäre:
1. Stillstandszeit der Presse
2. Kosten für Monteur und Instandsetzung des Pumpe
3. Folgekosten – Ölwechsel, Reinigung,
4. mögliche Schädigung weitere Komponenten, wie Ventile, Zylinder, Hydraulik
Der erste Schritt wäre, das Risiko dieses Ausfall zu erkennen. Bei mir kam die Risikoabschätzung mit wachsender Erfahrung und dem Wissen, welche Ursachen teuere und langwierige Reparaturen haben. Der nächste Schritt ist seine Organisation zu kennen und wirksame Maßnahmen einzuführen.
Sicher hat der Druck der Geschäftsführung durch Audits und Auswertungen dazu beigetragen. Auch mein Wille, die mir gestellten Aufgaben besser lösen zu können, ist nach wie vor ungebrochen.
Die Frage, die ich mir stelle, ist jedoch:
Welche Ursachen führen zu einem solch niedrigen Niveau der Instandhaltung, wie im Beispiel, wenn doch so teuere Maschinen investiert sind.
Dazu möchte ich hier weiter in die Tiefe gehen. Ein Schritt zur Analyse der Situation ist die Betracgtung der „wahren“ Ziele der verschiedenen Arbeitsebenen:
1. Mitarbeiter – Ziel: ohne Streß die Arbeitszeit rumkriegen
2. Führungskraft Instandhaltung – alle defekten Maschinen zum Laufen kriegen
3. Führungskraft Produktion – geforderte Menge Umsatz erzeugen – Aufträge abarbeiten
4. Geschäftsführung – Gewinn machen
Ich kenne die Konsequenzen aus diesen unterschiedlichen Zielen.
1. Mitarbeiter kann am Produnktion- und Instandhaltungssystem micht ändern, wenn er Pläne zur vorbeugenden Instandhaltung hat, kommt er nicht an die Maschine, steht die Maschine hat er keine Zeit.
In Ihrem Beispiel hätte die Ursache durch einfache Inspektion erkannt werden können. Jedoch auch das wurde nicht durchgeführt, der Mitarbeiter fühlte sich nicht verantwortlich, regelmäßig dort nachzuschauen.
2. Führungskraft Instandhaltung – hat Verfügbarkeits und Kostenvorgaben, Personalkapazität ist immer ungenügend ( wegen der vielen Reparaturen) Einstellung sind nicht geplant oder möglich, evtl. wurde sogar Personal abgebaut. Die instandhalter sind immer beschäftigt, die Liste der Reparaturen ist lang. An später zu denken ist keine Zeit.
3.+4. Die Produktion und die Geschäftsführung denkt gar nicht an Verfügbarkeiten der Maschinen, dazu ist die Instandhaltung ja da.
Daraus ergeben sich mögliche Lösungsansätze, die natürlich im Einzelfall genauer zu untersuchen wären. Im nächsten Blog einige Ideen dazu….
Ist die Verfügbarkeit als Ziel für die Instandhaltung noch zeitgemäß?
Das Ziel vieler Instandhalter ist höchste Verfügbarkeit der Maschinen und Anlagen. Die Verfügbarkeit ist die Schnittstelle zwischen Instandhaltung und Produktion. Um in der Produktion Wertschöpfung betreiben zu können, werden die erforderlichen Ressourcen benötigt. Die Instandhaltung ist dafür verantwortlich, dass die Maschine produzieren können. Um diese Abhängigkeit zu vereinfachen, wird die Forderung aufgestellt, die Maschinen müßten immer zur Verfügung stehen.
Dabei ergibt sich daraus ein Konflikt. Einerseits soll die Ressource Maschinen immer zur Verfügung stehen, andererseits stehen der Instandhaltung auch nur eine begrenzte Anzahl Mitarbeiter zur Verfügung.
Auch Kosten für Ersatzteile, Monteureinsätze und Dienstleister sind oft beschränkt und dürfen einen Kostenrahmen nicht überschreiten.
Und schließlich kommt hinzu, dass trotz intensiver vorbeugender Wartung Ausfälle, Störungen, Abweichungen der Qualität, kurz alle Varianten von Murphy auftreten.
Man kann nicht alle Störungen voraussehen.
Es wird immer eine gewisse Anzahl von spontanen Ausfällen geben. Murphy lebt. Mit einer klugen Strategie können Ausfälle vermieden werden, aber nie gänzlich verhindert.
Deshalb stellt das Ziel einer höchsten Verfügbarkeit ein notwendiges , aber nie erreichbares Ziel dar.
Wie sollen wir also damit umgehen?
Das Ziel der höchsten Verfügbarkeit berücksichtigt nicht die unterschiedliche Bedeutung der Ressourcen. In einem komplexen Produktionssystem stellt immer eine Ressource einen Engpass dar.
Dieser Engpass bestimmt den Mengenfluß durch das gesamte System.
Der Zusammenhang ist in der Theorie of Constraints ausführlich erklärt und die Folgen beschrieben.
Was hat der Engpass für eine Bedeutung für ein Produktionssystem?
Die Menge an Produkten, die durch Stillstand des Engpass verloren sind, fehlen am Ergebnis.
Welche Bedeutung haben diese Zusammenhänge für die Arbeit der Instandhaltungsabteilung?
Sicher müssen alle Maschinen, für die Aufträge anstehen, instandgesetzt werden. Jedoch ist es eine bedeutender Unterschied, wie die Maschinen nach Zuordnung nach Engpass oder Nichtengpass behandelt werden.
Die Prinzipien, die für die höchste Verfügbarkeit von Maschinen gelten, sind auf den Engpass anzuwenden.
absolut oberste Priorität bei der Verfügbarkeit:
wie Reihenfolge bei Störungen, gegebenenfalls Unterbrechung von Maßnahmen am Nichtengpass
Nutzung zustandsorientierter Maßnahmen zur Einschätzung des Zustand der Maschinen
Nutzung sonstiger vorliegender Daten, wie Qualität der gefertigten Teile, Ausschußqoute oder Daten aus der Betriebsadatenerfassung
vorbeugende Maßnahmen, um das Risiko von Ausfälle zu verringern
Nutzung von Lagern oder kürzester Lieferzeiten für Ersatzteile
Um auch nochmal die finanzielle Bedeutung zu zeigen: Das am Engpass verlorene Betriebsergebnis entspricht nicht dem Maschinenstundensatz, sondern dem entgangenen Durchsatz am Engpass.
Somit entsteht eine vollkommen neue Sichtweise, die als Basis zur Arbeitsweise, zur Kommunikation mit Produktion und den anderen Abteilungen im Unternehmen dient.
Mir persönlich hat dieser Ansatz das Arbeitsleben konfliktfreier und somit streßfreier, allgemein erfolgreicher gemacht.
Deshalb möchte ich diesen Ansatz möglichst vielen Instandhaltern als Werkzeug anbieten, um Instandhaltung wirksamer einzusetzen und das Ansehen der Instandhaltung im Unternehmen weiter zu steigern.